400-809-1987
400-809-1987自动化批量定量配料系统
物料定量配料技术方案
一、方案概述
本方案由烟台晟智软件有限公司设计,适应于多种物料自动化定量配料批次生产场景需求。系统采用模块化设计,实现高精度、高效率的物料配比与投料控制。

二、技术实现内容
1. 系统架构
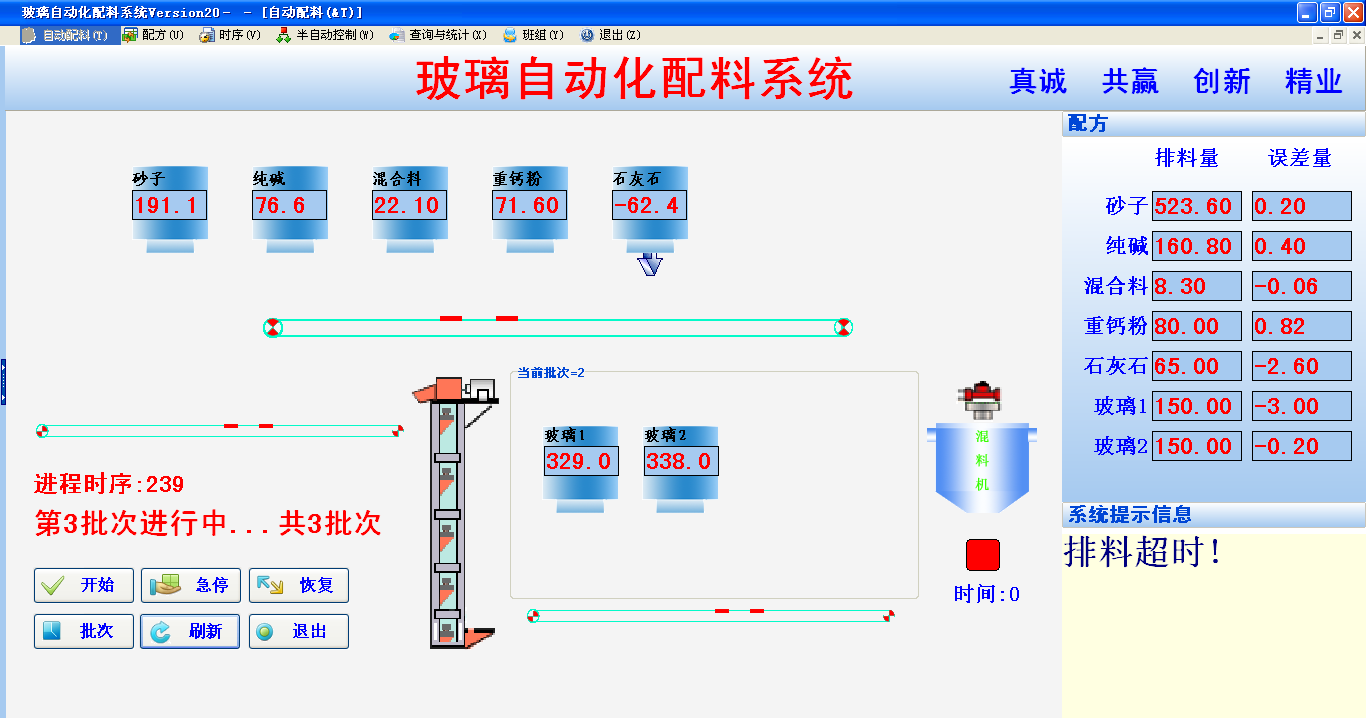
(1) 上位机控制系统:在工业一体机上,运行配料控制软件,提供配料量参数下发、配方管理、参数设置、生产过程指令控制、数据记录与报表功能。
(2) 控制核心:单片机控制器,负责接收指令、处理信号、执行逻辑控制。RS232与RJ45通讯,采用UDP/TCP IP通讯协议。响应速度快,抗干扰能力强。
(3) 称重控制仪表:高精度称重控制仪表,通过上位机软件MODBUS RTU协议输入加料量,输出快加、慢加继电器信号,分辨率达1/3000以上。
(4) 电器控制柜:完成集成线路布设,将数字信号自动转换为继电器信号。8路开关量输入、8路继电器输出。具有启动、停止、急停、自动与手动等按钮。既可以全自动运行也可以半自动运行,满足各种业务需求。
(5) 人机界面:17英寸彩色触摸屏工业一体机,win10 64位系统, SQL Server 2014大型数据库,8G内存,128G 固态硬盘,2串口,实时显示重量、状态、报警信息、运行生产数据。
(6) 数据接口:支持以太网、RS232/RS485通讯,可接入MES/ERP系统。
2. 配料流程控制
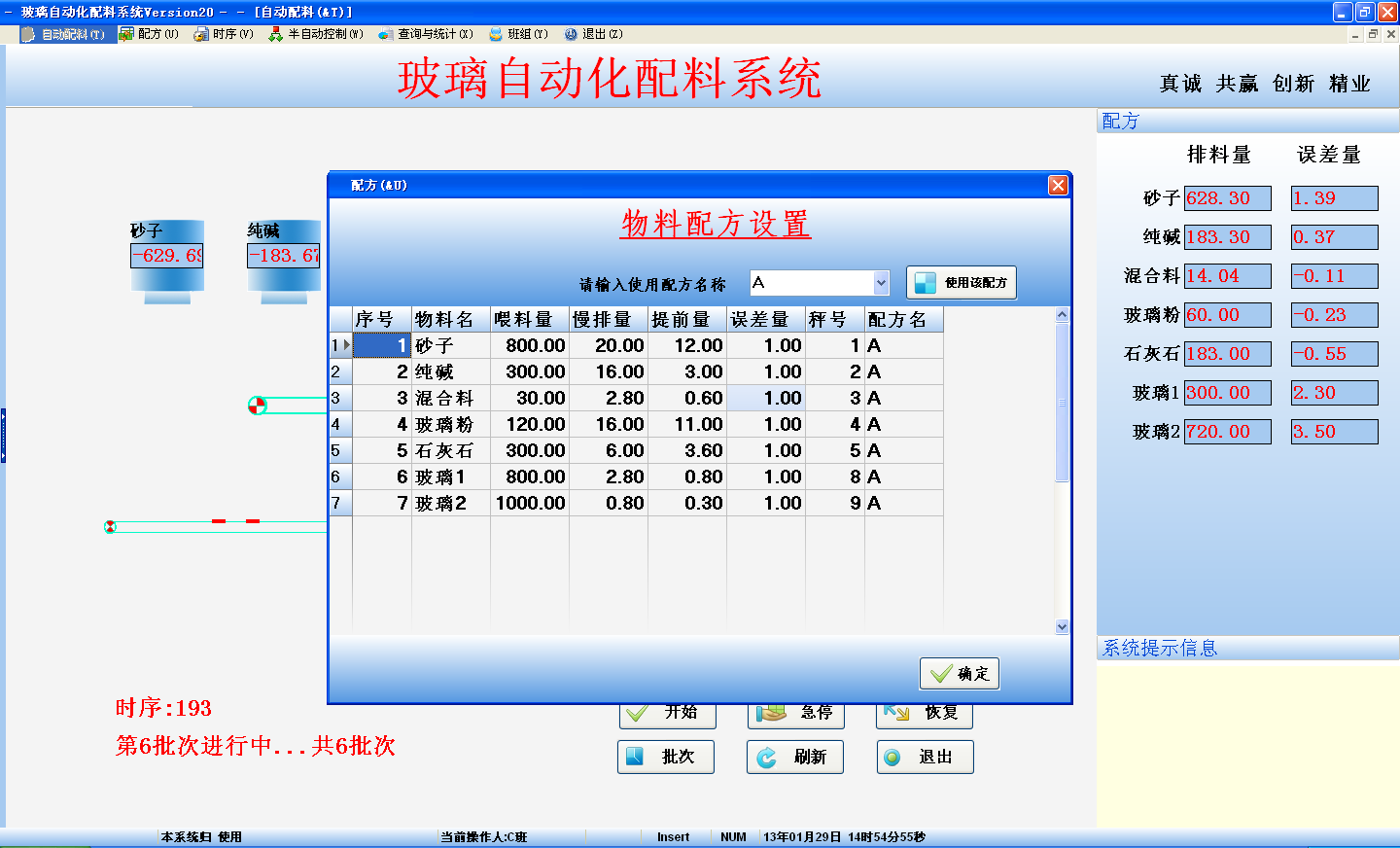
配方调用:从预设配方库选择或输入物料A、B等物料的目标重量(可设定比例或绝对量设置)。
自动去皮:减量法称重,秤斗重量归零。
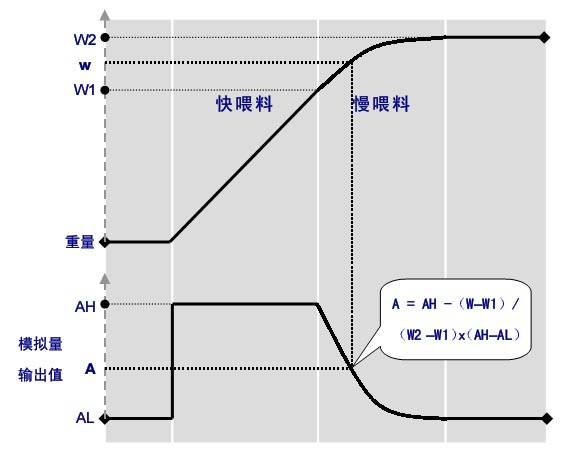
三个阶段,双速加料:
第一阶段(快加):以最大给料速度加至目标值的90-95%。
第二阶段(慢加):切换至精细给料,缓慢接近目标值。
第三阶段(提前量落差补偿):根据物料特性与历史数据,自动计算提前关断点,补偿空中落料。
重量判定:稳定后检测实际重量,如在允差范围内(如±0.5%),判定合格。
卸料与循环:开启卸料阀,排空后进入下一批次。
成品仓的选择:上位机系统自动读取AB两个成品仓位的重量数据,同时比较重量数据大小,选择重量值小的仓位作为卸料仓。当卸料量接近仓位容量值时,自动关闭当前仓位的输入阀门,转到另外一个仓位卸料,当另外一个仓位也接近最大容量时,自动停止卸料阀门,停止卸料。
需要注意的几点问题:
(1)加料仓位有部分剩余物料时,配料开启时,需要检测加料量加满后是否造成容器物料溢出,如果计算数值大于容器最大容量值时,禁止加料开启。
(2)加料设定量大于容器最大容量值时,禁止开启加料。
(3)成品仓物料满容量时,禁止卸料,同时自动进行声光报警。。
(4)自动检查容器中有物料时,自动开启搅拌功能,搅拌功能持续进行,防止物料沉淀。
(5)加料量大于容器仓位容量时,自动进行声光报警。
3. 精度保障措施
防抖动滤波:数字滤波算法处理传感器信号。
三阶段双速加料过程:速度与精度的完美结合。
温度补偿:对传感器进行温漂补偿。
非线性校正:全量程多点标定,提高线性度。
抗干扰设计:屏蔽线缆、独立接地、隔离模拟量模块。
三、技术功能
1. 核心控制功能
配方管理:存储≥100组配方,可编辑物料名称、目标值、快加量、慢加量、提前量、允差等参数。
自动/手动模式:自动连续配料、单步手动操作、点动调试。
双料顺序/同步配料:可设定A→B顺序加料或A/B同时加料。
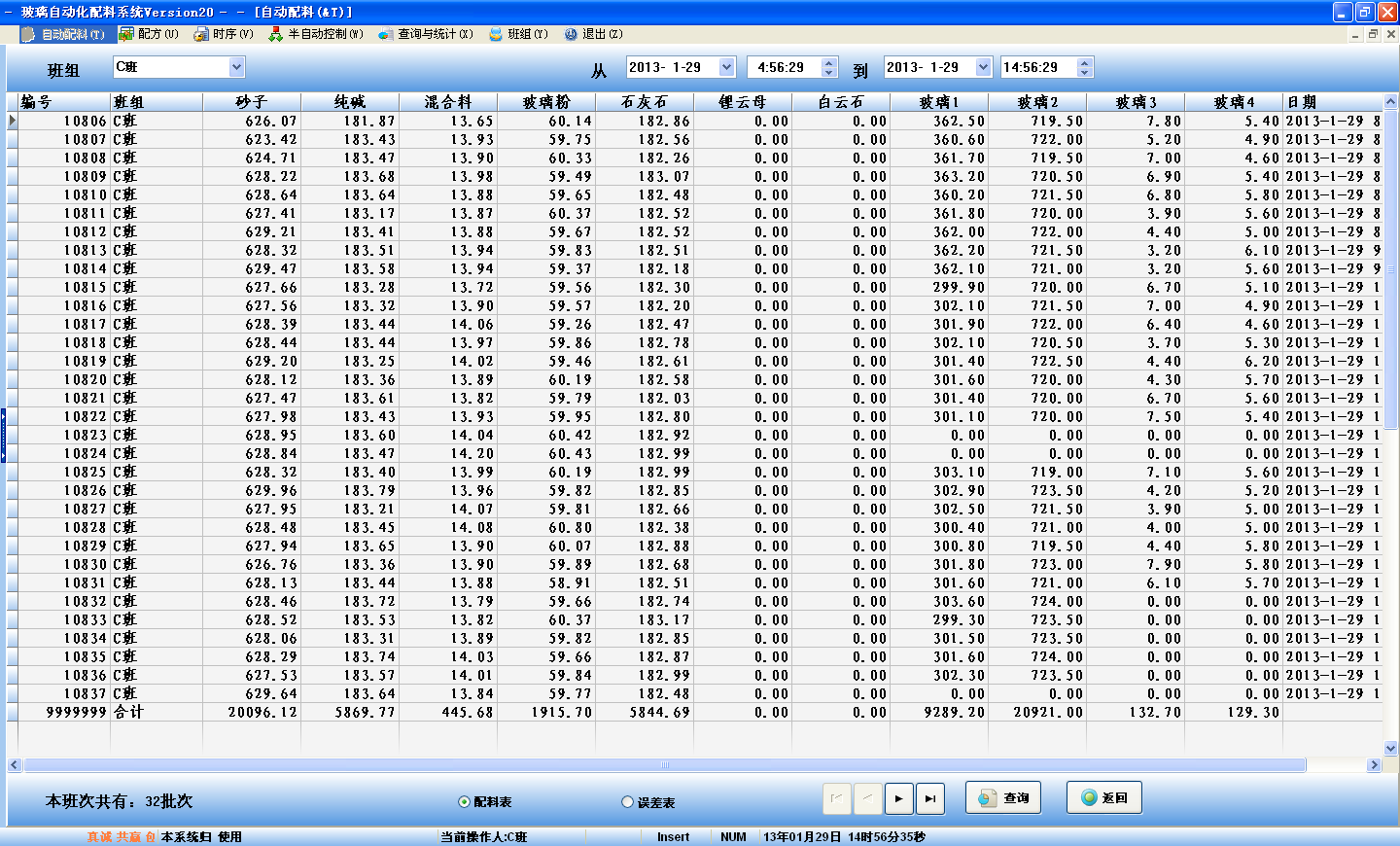
产量累计:按班次、日、月统计各种物料用量与总产量。
2. 监控与报警功能
实时趋势图:显示配料过程重量数据,重量变化曲线。
设备状态监控:给料机、阀门、秤斗等状态指示。
多重报警:
重量超差(实测值超出允差)
给料超时(未在设定时间内完成)
通讯故障(与传感器通讯失联)
物料缺料(料位低检测)
声光提示:三色灯+蜂鸣器,区分运行、完成、故障状态。
3. 数据管理功能
生产记录:自动保存每批次配方号、目标值、实际值、误差、操作员、时间戳。
报表导出:支持生成日报、月报,可导出为Excel、PDF格式。
数据追溯:通过批次号等各种条件可查询完整配料历史。
权限管理:多级密码权限(操作员、技术员、管理员等)。
四、方案特色
1. 高精度与时间平衡
采用“快慢双速加料+动态落差补偿”策略,在保证精度(可达0.1%FS)的同时提高速度。
模块化设计,可根据需求选配不同精度等级的传感器与给料机构,控制成本。
2. 一键设置,全程自动化完成,省事省力。
设置加料量值无需在仪表键盘上复杂操作,只需要在工业一体机上通过触摸屏输入数字或者选择配方即可。操作简单易见,数据校验,不会出错。
设置好,工作批次,全程一气呵成,无需人工干预,更不需要时时刻刻关注加料数量,达到数量和批次后,系统自动停止。
直观界面:图形化流程显示,关键参数彩色高亮,降低操作门槛。
3. 具有强大的数据管理能力
可以随时维护配方数据,可以随时查询配料生产数据,进行数据追溯,便于及时调整配料方案,提高生产质量和效率。
可以及时为决策层提供不同样式的饼型图、立柱型等图形界面,便于及时决策。
4. 智能化与设备联动控制
自适应参数:对流动性不同的物料,可自动调整慢加提前量与稳定判断时间
故障自诊断:自动诊断故障原因,同时写入系统日志中,便于维修人员维修设备。
5. 可靠性与扩展性
防错设计:配料前自动检查秤斗余料,防止累积误差;更换配方时需确认。
扩展接口:预留IO点与通讯口,可方便扩展第三种物料、除尘、输送等配套设备
云端连接(可选):通过以太网VPN等上传数据至云平台,手机APP实现远程监控与数据分析。
五、主要技术指标(示例)
配料精度:±0.1%~0.3% FS(取决于传感器等级与物料特性)
配料能力:1-5批次/小时(取决于单批总量与物料流动性)
称重分辨率:1/3000 ~ 1/10000
人机界面:17英寸彩色触摸屏,电阻/电容式可选
工作电源:AC 220V±10%,50Hz
工作环境:温度-10℃~50℃,湿度≤90%RH(无凝露)
防护等级:控制柜IP54,传感器IP65(根据需求可提高)
本方案可根据具体物料特性(粒度、湿度、流动性、腐蚀性)、产能要求、现场条件等进行详细定制设计,并提供安装调试、操作培训与售后服务支持。
六、成功案例